


-
IMCS2015「最佳铸件」比赛
- 「最佳铸件」比赛
2012IMCS参赛企业及参赛作品资料“最佳铸件”比赛旨在表扬及提升铸件产品的质量水平,推动产品精细化、高品质发展,并向国内外采购商推广优质铸件产品。本届比赛获业界大力支持,反应踊跃。经甄选后,大会最终决定最后九强,他们将角逐金奬及优异奬,比赛结果将于11月20日公布。入围作品于展会同期展出。 评审委员 机构名称 评委姓名 称谓 1 香港铸造业总会 张川煌先生 永远名誉会长 2 华南理工大学 吴春苗老师 教授 3 广州型腔模具厂 蔡紫金先生 总工、教授级高工 4 运豪集团 谭哲豪先生 总裁 5 华南理工大学 赵海东教授 教授 "2013最佳铸件评比"——获奖名单及评语 2015IMCS参赛企业及参赛作品资料 雄新压铸有限公司
(荣获金奖)

铸件名称:导轮 材料:ADC12 尺寸(长 x宽 x 高):160.7 mm x160.7 mm x58.5 mm 毛重: 0.65kg; 净重: 0.54kg 总评语:
该导轮形状复杂,导轮叶片均为非规则样条曲向,压铸中需要在360度圆周方向完成15个斜抽芯,模具生产控制有难度,铸件质量较好,拉伤处较少,属高附加值产品。如能提供浇口、溢流设置将更有参考价值。
特质: 产品15个叶片全部为抽芯成型。 佛山市南海奔达模具有限公司
(荣获银奖)
铸件名称: 汽车踏板 材料: A360 尺寸(长 x宽 x 高):2186mm x198.7 mm x80.2mm 毛重: 17.2kg;净重:9.8kg 总评语:
该踏板铸件尺寸很大(超过2M),利用压铸机压射力充型,金属模具成型,铸件表面质量较好,且生产效率高,有较好的生产创意,描述中应进一步介绍模具的锁定设计。
产品特质: 1. 该铸件为皮卡车踏板,产品长度达2186mm,属超大型铝合金压铸件;
2. 铸件投影面积较大,模具需增加特殊锁模装置方可进行压铸。
3. 铸件外观及内部质量要求高,高温烘烤不允许出现起泡现象。
福建省金瑞高科有限公司
(荣获铜奖)

铸件名称:5300散热器 材料: ALSI8 尺寸(长 x 宽 x 高):468mm x360mm x79mm 毛重: 9.5kg; 净重:4.6kg 总评语:
通讯腔体是交换机重要构件,向着高导热、强量化方向发展,利用半固态成形工艺,降低了铸件与模具的粘着力,成形齿顶不大于1MM,拔核斜度为1°,表面尺寸精度为0.3,应进一步介绍AISI8与AISI12导热能力对比。
特质: 采用RSF半固态压铸,减少铸件气孔率与缩孔,可成型薄壁铝合金散热齿,最小壁厚小于1mm,拔模斜度约1度,平面度要求0.3mm,整体的密封位置无顶针设计,小于2mm小孔可直接铸造出来,产品明显减重,散热效果好,免机加,成型良好,实现了普通液态压铸无法达到的技术要求。 嘉瑞集团有限公司
(荣获优秀奖)

铸件名称:U盘配件 材料:锌合金 尺寸(长 x 宽 x 高):44.97mm x19.23mm x8.6mm 铸件毛重:0.0045kg净重: kg 总评语:
该铸件超薄(0.26MM),是目前报道最薄压铸件,铸件表面质量非常好,尺寸精确,铸造工艺,模具设计中创新表述应加强。由于名额所限,未能进入三甲。
特质: 1. 产品口部壁厚最薄0.26mm; 2. 壁薄区域压铸时容易出现成型冷纹及砂孔; 3. 去渣包需要控制好操作手法,避免口部出现变形; 4. 壁厚较薄,磨光容易磨变形; 5. 产品口部由于壁薄,电镀时是强电位,容易电厚,需要控制镀层厚度; 6. 外观标准要较高。 嘉瑞集团有限公司
(荣获优秀奖)

铸件名称:150KW新能源汽车电机外壳 材料:A356T6 尺寸(长 x 寛 x 高):638mm x480mm x460mm 毛重:140kg;净重:85kg 总评语:
新能源汽车是汽车发展方向,电机是新能源汽车核心部件,电机壳体铸件尺寸大,内腔(水冷)成型困难,铸件质量较好,但低压成型工艺相对成熟,工艺创新表述不足。特质: 1. 铸件尺寸大,重量重; 2. 铸件外形不规则,倒扣位多,模具分型困难,设计制造难度大; 3. 铸件加工精度要求高,400+0.057/-0mm; 4.铸件内部需成型环形水道空腔;
5.砂芯:增加筋条为利于充型过程中排气;
6.模具:采用低压铸造四边开模,要求高度平衡紧配;
7.压铸:铸件组织致密;
8.加工:采用立式车床为保证同芯园度;
9.铸件密度优化方向:从低压试用挤压轻量优化方向:从A356铝合金试用稀土镁合金
顺景园精密铸造(深圳)有限公司
(荣获优秀奖)

铸件名称:端罩 铸件材质:A380铝合金 尺寸(长 x 宽 x 高):82.4mm x67.5mm x71.5mm 毛重:0.203kg;净重:0.1993kg 总评语:
该铸件涉及多向抽芯,模具与生产控制要求高,一腔内件很好地提高了生产效率,但材料、成型工艺均为常见。
特质: 1.产品红色部分(如左图示)结构按照常规工艺需要CNC加工才能实现,顺景园采用模具将其成型出来,从而降低了产品制造成本,也减少了出现严重砂孔的风险。 2.使用顺景园模具结构,可开一模四穴,大幅增加产品产能. 东莞市星河压铸模具有限公司 (荣获优秀奖) 
铸件名称:全压铸阳极手机外壳 材料: 可阳极铝合金 尺寸(长 x宽 x 高):136mm x70mm x8mm 毛重: 0.034kg; 净重:0.028kg 总评语:
该手机中板壁厚较薄(0.5MM),成型表面质量较好,改变了原构件CNC加工方法,提高了效率和材料利用率,但材料、工艺常见。
特质: 传统的手机金属外壳制造,是将整块铝板挖空CNC成型,耗时久,加工量大,成本高,本产品全压铸成型,再阳极氧化,手机中间所有位置不需要CNC加工,其特点是:节省成本,节省时间,可以直接阳极氧化,无砂孔流痕。对比旧传统的CNC加工工艺,效率可提高3倍,成本可下降30%。新技术的不断改进,会得到越来越广泛的运用。 港星制造厂有限公司
(荣获优秀奖)

铸件名称: 座椅底框 材料:ADC12 尺寸(长 x宽 x 高)420mm x390mm x110mm 毛重:2.99kg;净重:2.84kg 总评语:
该铸件充型流程长,铸件相对复杂,成型模具与生产有一定要求,材料利用率较好,但材料、工艺常见。
产品特质: 该产品体积大(420L×390W×110H),由多条平均厚度为6mm骨架连接形成,碰穿位多达30处,加上有横边孔,模具需做隧道行出,结构复杂,压铸成型有难度。改产品模具设计采用多处入料,克服了成型困难及不利因素。根据产品结构对水口、方向、面积做了很好的配合,使各骨位成型饱满,达到良好的效果。 2014IMCS参赛企业及参赛作品资料
嘉瑞集团有限公司 6G11 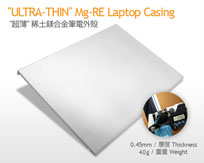
铸件名称:稀土镁合金电脑外壳 材料: 稀土镁合金 尺寸(长 x宽 x 高): 207mm x 159.5mm x 8.5mm 毛重: 0.04kg; 净重: 0.04kg 特质: 1. 采用自主研发的稀土镁合金材料压铸成型; 2. 采用真有自主知识产权的特殊模具结果制作; 3. 市场最薄铸件之一,平均壁薄0.45mm,重40g; 4. 超薄,散热快,环保。 苏州圣美特压铸科技有限公司 6E35 
铸件名称: 铝合金压铸把手 材料: A380 尺寸(长 x 宽): 161mm x 37mm 毛重: 0.07kg; 产品特质: 1. 产品外观需要阳极氧化后喷漆,而且所有外观都是一级外观面; 2. 产品工艺复杂,需要压铸、冲切进料口、机加工、阳极氧化、机加工、喷漆,产品直通率超过90%。 模具特质: 1. 为获得最佳的填充,采用模流分析优化流道,并采用环形进料的设计; 2. 为防止生产过程中滑块长镶件上粘料,镶件上采用特殊的表面处理; 3. 由于产品上倒角形成倒钩,分型面复杂,模具加工难度加高; 4. 此模具能达批量、稳定生产。 顺景园精密铸造(深圳)有限公司 6D21 
铸件名称:超薄壁厚铝合金乒乓球拍 材料: ADC12材料: ADC12 尺寸(长 x 宽 x 高): 260mm x 150mm x 15mm 毛重: 0.06kg; 净重: 0.06kg 特质: 1. 采用了全球独创的“洒点式任意点浇口”模具结构设计技术; 2. 在150mm x 180mm的产品投影面积下,以0.5mm-0.55mm壁厚压铸成形,打破了铝合金压铸成型因晶体结构局限的“功能性面积最薄0.88mm壁厚”的世界极限; 3. 为超高难度的超薄壁厚压铸成开,开辟了另一广阔的发展空间,让诸如笔记本电脑外壳及其他手提电子设备外壳采用铝合金压铸成形,从梦想变为事实。 珠海市润星泰电器有限公司 6D11 
铸件名称:Lamp-Base 材料: ADC12 尺寸(长 x 宽 x 高): 353.7mm x 220.4mm x 273mm 净重: 2.955kg 特质: 1. 产品结构复杂; 2. 对精度要求较高; 3. 模具结构复杂,滑块面过大; 4. 机加工位置有气密要求; 5. 外观要求不能有冷隔欠铸件。 港星制造厂有限公司 6D45

铸件名称:搅拌机机身壳 材料: 铝ADC12 尺寸(长 x 寛 x 高): 280mm x 240.4mm x 160mm 毛重: 1.185kg;净重: 1.178kg 特质: 1. 产品多处行位行出,行位方向呈交叉分布,模具设计、制造及铸件压铸难度高; 2. 产品外形加工线条、轮廓衔接顺滑,弧形位过度美观大方; 3. 外观效果多样化,分别有:高亮金属粉静电喷涂、光面、哑面电镀效果及喷油等多种表面处理效果。 高要市鸿兴精密铸造有限公司 6D01 
铸件名称:爱鲁马斯 铸件材质:铝合金 尺寸(长 x 宽 x 高): 800mm x 200mm x 90mm 毛重: 4.5kg;净重: 4.0325kg 特质: 1. 铸件特点:6缸体配件-爱鲁马斯铸件 2. 制作工艺:铝合金重力铸造 3. 适用范围:汽车发动机缸体底座 4. 产品特性:试漏气压标准0.3Mpa 泄露标准6cc/min 广东肇庆动力技研有限公司 6G25 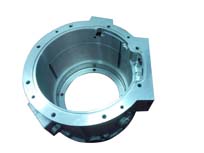
铸件名称:雷米电机外壳 材料: AL A356 尺寸(长 x 宽 x 高): 330mm x 330mm x 200mm 毛重: 13.6kg; 净重: 10.7kg 特质: 1. 产品强度要求高,所以对针孔、气孔要求高:要求任何区域16mm以内不能多于4个缺陷,缺陷最大尺寸不大于0.5mm;; 2. 产品中空,常规工艺是焊接成型,ZP内部型腔采用砂芯,铸造一次成型,结构紧密。铸造产品形状复杂、气孔、渣孔、缩孔等问题比较多,比较难解决. 运豪集团 6H01 
铸件名称:锌合金油缸 材料: 锌合金 尺寸(长 x 宽 x 高): 90mm x51mm x 57mm 净重: 0.0475kg 特质: 1. 例子弹头,拉筒,收咀,吹塑(工艺特别)。 广东文灿压铸有限公司 6D02 铸件名称:EGR Housing 材料: ADC12 尺寸(长 x 宽 x 高): 180mm x130mm x 110mm 特质: 1. 该产品用于欧洲新开发的汽车尾气排放系统,产品设计具备高的尺寸精度要求和5Kg/cm2的耐压要求,且功能区之间不允许有相互串联泄露,产品结构形状复杂以及型腔成型困难,对加工面和非加工面的气孔和缩孔要求极为严格,模具结构设计七个液压抽芯,模具采用的是真空加二个局部积压。
2011IMCS参赛企业及参赛作品资料东莞市凤发五金制品有限公司 6H42 
铸件名称:LED 灯散热灯罩 材料: 铝合金 尺寸(长 x 宽 x 高): 285mm x240mm x 85mm 毛重: 2kg; 净重: 2kg 特质: 1. 铝合金LED灯罩,压铸精度可达±0.05mm,从模具设计、开模、精密压铸(三十几年的积累、创新和不断的改善已形成自己独有的技术,可控制原料恒温;且过滤杂质,压铸成品密度均匀,产品不易断裂、变形、重量稳定、表面均匀光滑),攻牙、抛光、烤漆,均已形成专业队伍。此铝合金灯罩散热器采用叶片式的散热设计,形状复杂,装配精度±0.02,技术要求高,充分体现了压铸技术的精华。 极品实业有限公司 B36 
铸件名称: 散热盒 材料: A380 尺寸(长 x 寛 x 高): 316.3mm x 157.7mm x 83.5mm 毛重: 2.9kg; 净重: 1.55kg 特质: 1. 该产品为某电子设备外壳,内部要求安装线路板和电子元器件,产品变形度不能超过0.3mm。 2. 该产品属中型复杂深腔铸件,平均壁厚4.5mm,铸件毛重2.9kg;特别是顶部的散热柱子较多,柱子最高为30.2mm,最低为16.9mm,且大头端直径为7.8mm,小头端直径为4.8mm,排气较困难,铝液难完整的填充到各柱位。 3. 该产品属精密压铸件,并有不同型号需共用模架和更换模芯,并且要求型芯的更换方便快捷。尺寸公差及形位公差要求高,安装部位尺寸公差为±0.05 mm至±0.20mm等。 4. 该件是室外置放件,为不影响该机的正常工作,有气密性要求,需做气压测试。 5. 该产品需烤漆,产品外表不允许有冷隔和夹渣。 6. 总体特点:该产品属中型深腔铸件,要求精密,结构复杂,成型条件苛刻。 东莞宜安科技股份有限公司 B11 
铸件名称: 镁合金摩托车轮毂 材料: AZ91D 尺寸(長 x 寛 x 高): 461mm x 461mm x 75mm 毛重: 3.324kg; 淨重: 2.715kg 特质: 1. 镁合金轮毂质量轻,减少加速和刹车时间,降低行驶油耗; 2. 抗振性能好,提高驾乘舒适程度,这是铝轮毂难以相比的优点; 3. 外力退让性能好,镁轮毂比铝轮毂更能承受更猛烈的冲击裁荷,对驾乘人员提供更好的被动安全保护; 4. 切削性能好,镁合金轮毂可在极高速条件下进行切削,可以保证镁制轮毂几何尺寸精度; 5. 镁轮毂机械性能达到(材料性能):σb≥260MPa, ≥8%; 6. 镁轮毂应用性能达到(耐蚀性能):通过1000小时盐雾腐蚀试验; 7. 和同型号铝合金轮毂相比,实现减重30%以上。 东莞鸿图精密压铸有限公司 B15 
铸件名称: 变频器散热器零件 材料: A360 尺寸(长 x 寛 x 高): 477mm x 241mm x 150.7mm 毛重: 8.29kg; 净重: 8.24kg 特质: 铸件是用做通信变频器散热器零件,该零件的特点是多散热片,散热片又薄(最薄处1.5mm)又高(最高83mm),零件装电路板处,又特别厚实(20mm)。 产品对铸件要求是,铸件表面不能有冷隔,螺孔加工后不能有影响功能的可见缩孔、气孔、烂牙。 高要鸿爱斯压铸科技有限公司 D35 
铸件名称: 射频滤波器底座 材料: AlSi10MgFe 尺寸(长 x 寛 x 高): 475mm x 350mm x 90mm 重量: 5.974kg 特质: 该产品为通讯类铝合金压铸件,用于通讯3G信号接收发射基站内,产品外观要求和内部气孔要求极高;顶部散热片厚度为1.5mm,高度为60mm,定模分布的型芯数量较多对铝料的填充有阻挡和扰流作用,动模腔独立波导柱数量也较多对于产品的冲填影响也较大,根据客户要求定模散热片不能存在冷隔等成型不良,动模腔内要进行260个M3螺纹孔加工,加工后孔内不能存在气孔不良,同时产品内腔要安装很多电子元件对产品的平面度要求极高,所以对于产品的条件压铸成型工艺要求极高! 广东鸿泰科技集团 D35 
铸件名称: 轿车后副车架 材料: AlM5Si2Mn 尺寸(长 x 寛 x 高): 1,080mm x 367mm x 155mm 毛重: 6.3kg 特质: 副车架是汽车前后车桥的骨架,是汽车底盘悬架系统中的关键部件之一。其中后副车架直接关系到行车安全,是A级重要保安零件。后副车架多采用钢板冲压后焊接而成,有加工工序多,成品重(一般在25-30Kg之间)的缺点。而采用(高真空压铸)成形的铝合金后副车架具有重量轻、加工工序少、效率高等优势成为当前国外汽车业轻量化技术研发的重点内容之一。但由于高真空压铸技术难度大,铝合金后副车架多出现在宝马、奔驰、奥迪等欧洲高档轿车中。迄今为止应用高真空压铸技术生产铝合金后副车架等汽车底盘关键零部件在国内尚未见有公开报道。 基于安全性,铝合金后副车架必须是高强韧压铸件,其力学性能及内部质量要求非常严格:产品必须100%通过荧光渗透检测(即表面不允许有任何微裂纹)和X光检测(精度要达到壁厚的5%),不能有气孔和冷隔等缺陷。本体取样的抗拉强度≥240MPa、屈服强度≥145MPa、伸长率≥6%。为此本公司应用先进的数值模拟分析技术对其高真空压铸工艺进行优化及强化生产过程的控制,并开发了多项自主创新技术:铝合金的熔炼及处理技术、高真空压铸技术(真空阀及模具密封等)、模具的精确温控技术、型芯针的冷却控制结构等,从而保证了产品的质量稳定性。 广东鸿特精密技术股份有限公司 D35 
铸件名称: 差速器壳体 材料: 铝锭A380 尺寸(长 x 寛 x 高): 329mm x 318mm x 182mm 毛重: 7kg; 净重: 5.5kg 特质: 本产品是铝合金材料代替传统钢材在汽车中的应用的典型。差速器壳体作为汽车差速器的外密封壳,主要起到支撑和固定齿轮的作用是组成汽车驱动的重要主件之一,其同轴度和各孔的位置精度要求相当严格。另外,由于铸件形状相对复杂,模具结构设计上需考虑到抽蕊困难的问题。铸件内部组织要求达到欧美汽车行业标准ASTM E505二级以上。 嘉瑞集团有限公司 
铸件名称: 鎂合金 材料: MG (AZ91D) 尺寸(长 x 寛 x 高): 115mm x 63mm x 11.5mm 毛重: 0.0363kg; 净重: 0.0072kg 特质: 薄壁质轻镁合金,厚度只有0.48mm;质量轻,仅重7.2克。 苏州圣美特压铸科技有限公司 A19 
铸件名称: 锌合金压铸件 材料: Zamak 5 尺寸(长 x 寛 x 高): 75.8mm x 25mm x 11.2mm 毛重: 0.2433kg; 净重: 0.1376kg 特质: 此案例旨在说明如何用最低的成本,批量生产高外观要求的产品。 此案例的挑战在于 1. 为降低生产成本,采用多型腔模具,同时考虑侧面进料 2. 为减少模具投资,采用共用模具 3. 在外观面没有进料口,可以避免后续工序 4. 产品直通率>97%(从压铸,去毛刺,电镀铬到PVD) 5. 盐雾测试要求>1,000hours 6. 采用小吨位,短周期生产,从而降低成本 7. 薄壁进料口设计,避免后续冲进料口工序 8. 最小化渣包设计,提高材料利用率,从而降低材料成本(渣包重量/产品重量<20%) 9. 避免使用真空压铸 10. 5周内提供50件合格的PVD镀层样品。因此模流分析尤为重要 此案的成功之处在于 1. 2+2模具的设计,减少另一个非外观件产品的模具及压铸成本 2. 成型周期11秒 3. 无需冲切模 4. 去料头及去毛刺时间18秒 5. 小产品作为大产品的渣包设计。实际渣包与产品的比重仅为7% (渣包重10克) 6. 生产50K产品的直通率98.6%(从压铸到PVD)从技术角度上考量,直通率100% 7. 5周内提交100%合格的PVD样品,第一次试模后,产品完全合格 8. 无需真空压铸 9. 盐雾测试>1,200小时 10. 一周内多台电脑同时运行模流分析,32种模流方案。近乎完美的进料设计 顺景压铸制品厂 D03 
铸件名称: 00852支架 材料: 压铸铝合金ADC12 尺寸(长 x 寛 x 高): 150mm x 130mm x 68mm 毛重: 0.242kg; 净重: 0.226kg 特质: 突破传统的创造性模具设计技术,真正的让后加工工艺化繁为简! 除采用了传统的平面抽芯外: 1. 后模外部采用业界历来忌用的左右斜顶,让模具面积大大缩小。 2. 大胆地采用难度更大的后模内部左右斜顶,大大地减少了后加工的成本及节省材料,更避免重加工应力作用所带来的变形。 3. 更神奇的是前模运用了业界创造性的返璞归真的松散式拉扯设计,解决了传统的必须用大型而笨拙的油压抽芯才能做到的倒扣洞穴的成形,让复杂而难以操作的结构,戏剧性地变得从容自若。 运豪集团 C01 
铸件名称: 薄壁压铸管 材料: 锌合金 尺寸(长 x 寛 x 高): 240mm x 52mm x 82mm 毛重: 0.9kg 特质: Liebherr LTF1060-4.1吊臂车之亮点为采用薄壁压铸技术制做出高仿真之拉伸吊臂。LTF1060-4.1真车载重量为60吨,为Liebherr公司最大之吊臂车形号。Scania货车公司所生产之车头是Liebherr公司较为喜欢采用的品牌,现展品之配搭也考虑了真实市场之情况。此高仿真展品展示出大部份真车拥有之功能和细节,Scania之车头可配搭一般货柜车架而LTF1060-4.1吊臂车亦可配搭不同品牌之车头。
